工具首页 | 品牌专营 | 分类浏览 | 最新上架 | 木工频道 | 畅货推荐 | 工具套装 | 在线咨询 | 联系我们
温馨提示 量大批价请洽业务部 直接购买可上企业淘宝店
报价列表 | 新品推荐 | 电池盒全系列 | DIY元器件包 | 如何邮购 | 技术文章 | 您的建议
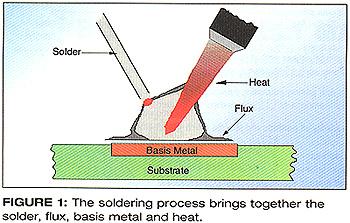
工艺过程 一个推荐的手工焊接程序是,快速地把加热和上锡的烙铁头接触带芯锡线(cored wire),然后接触焊接点区域,用熔化的焊锡帮助从烙铁到工件的最初的热传导。然后把锡线移开将要接触焊接表面的烙铁头。有些人推荐首先把烙铁头接触引脚/焊盘;把锡线放在烙铁头与引脚之间,形成热桥;然后快速地把锡线移动到焊接点区域的反面。任何一种方法,如果正确完成,都将给出满意的结果。 这两种技术的目的是要保证引脚和焊盘的温度足够熔化锡线,并形成所要求的金属间的接合。如果在焊接点形成期间,烙铁直接接触和熔化锡线,那么要焊接的表面可能不够热,以提高焊锡流动,形成的焊接点可能不是真正熔湿(wet)到焊盘(pad)、焊接孔(barrel)和引脚(lead)。当工艺过程实施正确的时候,助焊剂将熔化并先于焊锡在将要焊接的表面流动,预先处理表面,因此焊锡将在表面上熔湿和流动,进入缝隙,形成接合。一旦熔湿建立和有充分的焊锡流动形成所希望的焊接点,锡线和随后的烙铁即从焊接点区域移开。 在培训、练习和相对正规的应用之后,这些程序对于有积极性和经验的人员来实行是不太困难的。有些人比其它人更快,更喜欢它,甚至最有经验和最聪明的操作员都会要几天掌握该工艺过程。这个不同来自认为控制的操作。因为这个原因,应该提供给操作员良好的初始训练和定期的更新。这些方面应该包括手工焊接的艺术与构造、控制焊接点形成的因素、和公司机构用于焊接点接受和拒绝的标准。
问题 在产生牢固的、可接受的手工焊接点中的问题通常是使用不适当温度、太大压力、延长据留时间、或者三者一起而产生的。可是,这些问题的根本原因经常与其使用的工具有联系,而不是操作员的技术和积极性。 用技术熟练的、受过培训的、工作尽责的和有积极性的操作员,看看工艺过程中的其它地方,是否手工焊接操作需要改进。一些厚的PWB设计可能要求不同的方法和/或帮助,比如用热板(hotplate)的辅助加热。 另一个更前面的原因可能是可焊性差的元件,通常可以通过元件规格或长途运输处理上的变化来处理。认可和替换一种不同的带芯锡线助焊剂可能是合适的。外部施用的液体助焊剂的使用是另一个短期的替代方法。在这种情况,应该以一个受控的方式使用所要求的最少量。在使用任何液体助焊剂来帮助手工焊接之前,应该通过试验来确认助焊剂与残留物的可容性。如果材料来自同一个制造商,那么可以要到数据资料。如果材料来自不同的制造商,那么通常给使用者带来试验的负担,因为对任何供应商存在太多可能的组合。
<<返回
首页|网站导航|最新上架|畅货指南|木工频道|工具套装|元器件|实验套件|工具超市|仪器仪表|电子辅料
宏研电子 版权所有 Copyright 2000-2026 <联系宏研>
宏研优选:https://shop111273883.taobao.com/ 京东店:http://hongyan-e.jd.com 阿里巴巴:http://hy383e.1688.com(诚信通)
桂林公司:桂林市七星区甲天下广场国展写字楼418室 邮编:541002 电话:0773-3836682 传真:0773-3822291
上海办事处:上海市黄浦区汉口路515号汇金大厦706/707室 邮编:200001 电话:021-63515828
微信号:82866407 询价手机:13122078786 咨询QQ:3270212760 E-Mail:hy3836@126.com